Serdecznie zapraszamy do lektury kolejnego artykułu poświęconemu oprawie kasetowej, przygotowanego przez Ilonę Duszak – jubilerkę prowadzącą pracownię Studio Ilona-Art, jak również tłumaczkę oraz wydawcę na rynku polskim “Kursu jubilerstwa” Carlesa Codiny.
Ten typ oprawy, w zależności od odmiany, wykorzystywany jest do oprawiania kamieni zarówno ze szlifem kaboszonowym jak i ze szlifem fasetowym (fasetkowym), wielościennym, przeznaczonym przede wszystkim dla kamieni przezroczystych. Szlif fasetowy to szlif polegający na wykonaniu na kamieniu płaskich powierzchni (zwanych fasetkami) o różnych zarysach i pod różnymi kątami, właściwymi dla poszczególnych rodzajów kryształów. Zasadą szlifu fasetowego jest obróbka kamienia w ten sposób, aby cały został pokryty symetrycznymi płaszczyznami.
Elementy szlifu fasetowego.
Korona – górna część kamienia, zwieńczona największą, poziomą fasetką (taflą)
Pawilon – dolna, zazwyczaj spiczasta część, pełniąca rolę zwierciadła
Rondysta – cienki pas rozdzielający koronę od pawilonu. Rondysta biegnie wokół całego obwodu kamienia i pomaga w dobrym osadzeniu klejnotu w oprawie.
Dwie podstawowe odmiany szlifu fasetowego, to szlif brylantowy (opracowany dla diamentu) i szmaragdowy (schodkowy), stosowany wyjątkowo często do obróbki szmaragdów i kamieni barwnych. Stosuje się go, by wydobyć z kamienia jego najkorzystniejsze cechy i jego piękno. Opisy odmian szlifów fasetowych znajdziecie w literaturze przedmiotu i w internecie, więc tutaj nie będę poświęcać im więcej uwagi.
1. Kurs jubilerstwa. Oprawa pełna, kasetowa.
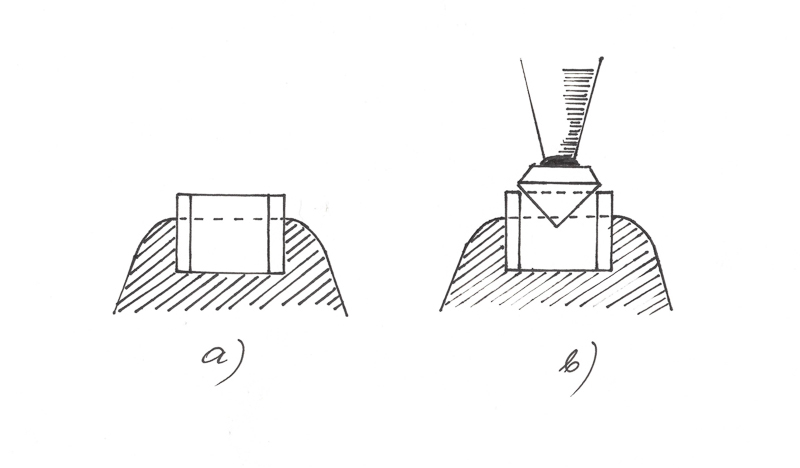
Oprawa pełna, kasetowa: W oprawie kasetowej kamień zakuwany jest w specjalnie do niego dopasowanej kasecie wykonanej z płaskownika. Oprawa ta jest otwarta od dołu, a jej górę zamyka kamień.
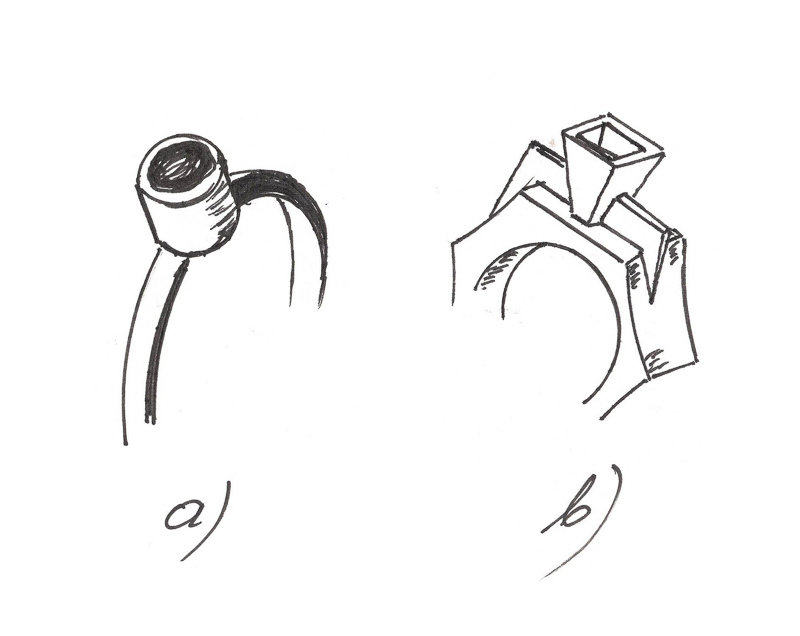
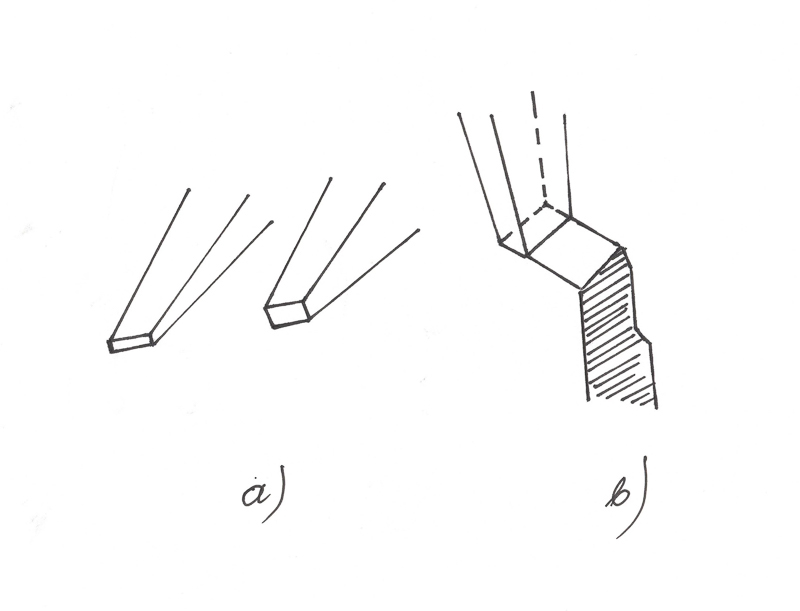
Dla kamieni okrągłych ma ona formę cylindryczną lub stożkową, dla kamieni prostokątnych lub kwadratowych formę prostopadłościanu lub ściętego ostrosłupa (rys. 1a i 1b).
Kamień jest zakuwany w materiał oprawy aż po brzeg korony, czyli odrobinę ponad rondystę. Kamień oraz materiał oprawy tworzą pod palcami praktycznie jednolitą powierzchnię. Zaletą tej oprawy jest doskonałe zabezpieczenie kamienia przed uszkodzeniami i wypadnięciem. Do wad należy zaliczyć to, że oprawa zasłania dużą powierzchnię kamienia (cały pawilon, rondystę oraz brzeg korony), co negatywnie wpływa na odbijanie/przepuszczanie przez kamień światła i ogranicza jego blask.
W górnej części wnętrza oprawy (w miejscu, w którym ma zostać osadzony kamień), przy użyciu narzędzi takich jak frezy i rylce, wycinane jest specjalne gniazdo dopasowane wielkością i kształtem do rondysty i pawilonu kamienia. Pozwala to leżeć klejnotowi poziomo i stabilnie, a powyżej gniazda przygotowywana jest górna części kasety – obręcz, stanowiąca element mocujący kamień. Po ułożeniu kamienia w gnieździe obręcz jest przez złotnika dociskana z góry końcówką specjalistycznego narzędzia (puncą, młotkiem udarowym z końcówką zakuwającą) do momentu „zaciągnięcia” na kamień metalu, mającego utrzymać go w ustalonym położeniu.
2. Oprawa pełna kamienia – rady na początek.
Przejdźmy teraz zatem do przygotowania oprawy kasetowej. Początkującym adeptom sztuki złotniczej proponuję rozpoczęcie ćwiczeń praktycznych z mniej kosztownymi materiałami, przede wszystkim od cylindrycznej oprawy większych, okrągłych kamieni (śr. 6-8 mm), niedrogich i dość twardych jak np. cyrkonie. Nie musicie również rozpoczynać przygody od pracy ze szlachetnymi kruszcami. Kawałek mosiężnej lub, jeszcze lepiej miedzianej rurki o grubości ścianki 0,8mm lub 0,9mm jest wystarczającym surowcem do ćwiczeń praktycznych dla początkujących. Średnica rurki, w zależności od rozmiaru kamienia, nie powinna być mniejsza niż 7-9 mm. Miedziane rurki o podobnych parametrach są dostępne na rynku.
3. Kurs jubilerstwa. Oprawa pełna, kasetowa – metoda wykonania.
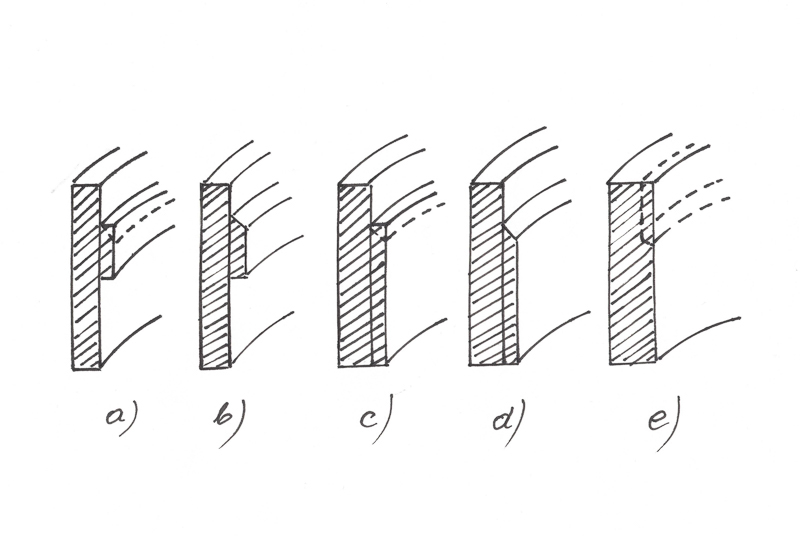
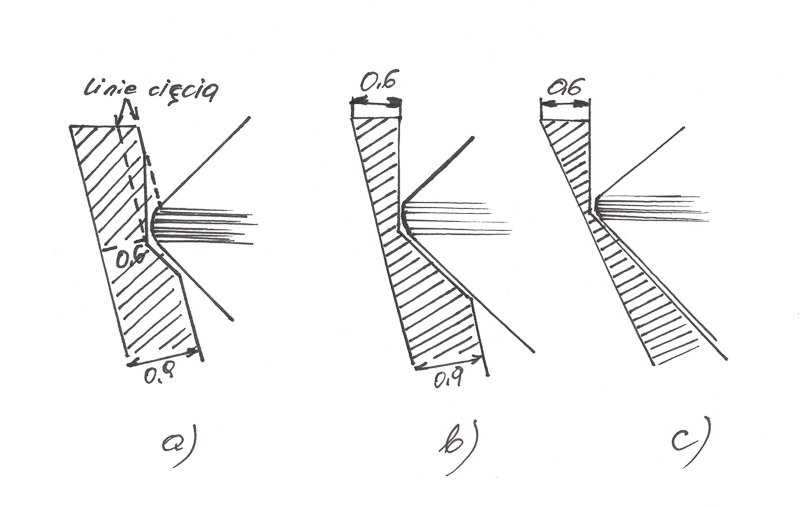
Jak widać na rysunkach nr 2a – 2e istnieje kilka metod wykonania gniazda/oparcia dla kamienia wewnątrz oprawy.
Możemy użyć pojedynczego płaskownika/rurki o odpowiedniej grubości ścianki (rys. 2e), lub dwóch cieńszych, wlutowując obręcz (rys. 2a, 2b) lub kasetę w kasetę (rys. 2c, 2d).
Sposób osadzenia kamienia w cylindrycznej oprawie wykonanej każdą z powyższych metod pokazano na ilustracjach nr 3a i 3b. Zalecana jest optymalna grubość płaskownika (ścianek jednolitego cylindra) wynosząca ok. 0,9 mm. Jedna trzecia grubości metalu wewnątrz oprawy posłuży po wykonaniu gniazda, jako oparcie dla kamienia (gr. 0,3mm), a pozostała zewnętrzna ścianka oprawy grubości ok. 0,6 mm zostanie dociśnięta do kamienia. Zatem, jeżeli wlutowujemy cylinder w cylinder lub obręcz (obrączkę) w cylinder, grubość zewnętrznego elementu powinna wynosić 0,6mm, a wewnętrznego 0,3mm.
Praca z oprawą kasetową stożkową wymaga większej wprawy, więcej pracy i uwagi oraz użycia specjalistycznych narzędzi takich jak kastownik, prasa, itd.
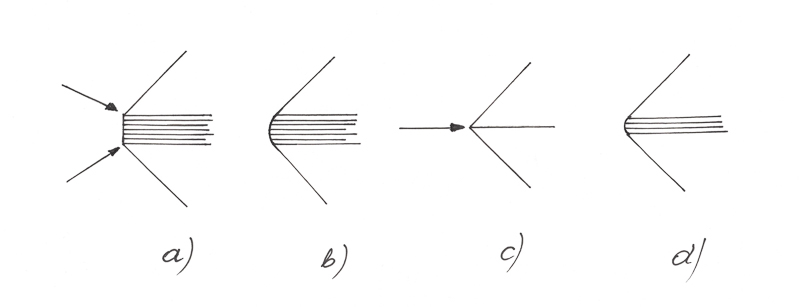
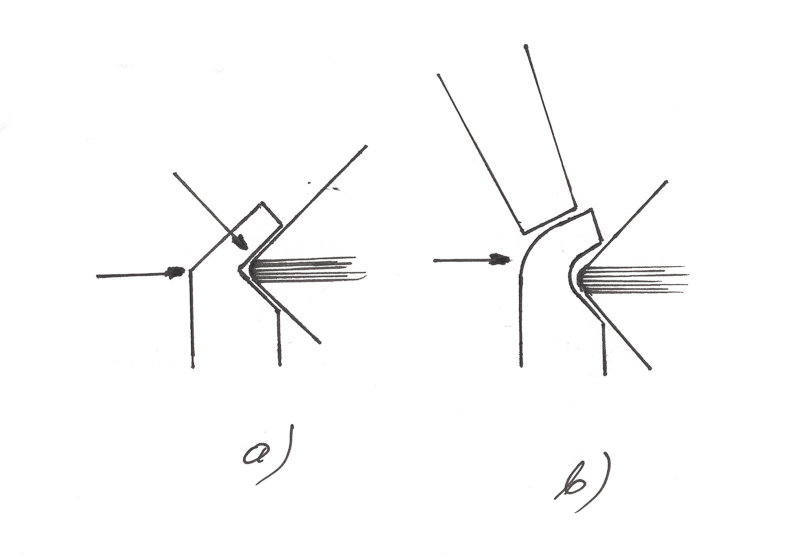
Przyjrzyj się kolejno rysunkom nr 3a i 3b (oprawa cylindryczna), 3c, 3d. Następnie rysunkom 4a (oprawa stożkowa), 4b i 4c. Ilustracje jasno pokazują, że niemożliwe jest osadzenie kamienia w oprawach wykonanych w nieprawidłowy, nieprecyzyjny sposób (rysunki 4b i 4c).
Przed pierwszą przymiarką rondysta, jeżeli posiada defekty, powinna zostać wygładzona kamiennym pilnikiem w celu dopasowania kształtu kamienia do oprawy. Rondysta zbyt szeroka, lub zbyt wąska z ostrymi krawędziami może spowodować pękniecie kamienia pod wpływem nacisku na skutek powstałych naprężeń (rysunki 5 a-d). Dla celów szkoleniowych najlepiej jako pierwszą jest wykonać oprawę z przylutowanym od wewnątrz podparciem kamienia. Jeśli wycięte, wyprofilowane gniazdo, stanowiące wspornik kamienia ma odpowiedni kąt nachylenia i dokładnie pasuje do korpusu kamienia, wówczas nie powinno być żadnych problemów z osadzeniem kamienia w oprawie.
Wszelkie poprawki kształtu, kąta nachylenia (jeśli są konieczne), należy wykonać rylcem grawerskim o odpowiednim profilu zgodnym z kształtem konturu pawilonu kamienia, lub też odpowiednim frezem dopasowanym kształtem i wielkością.
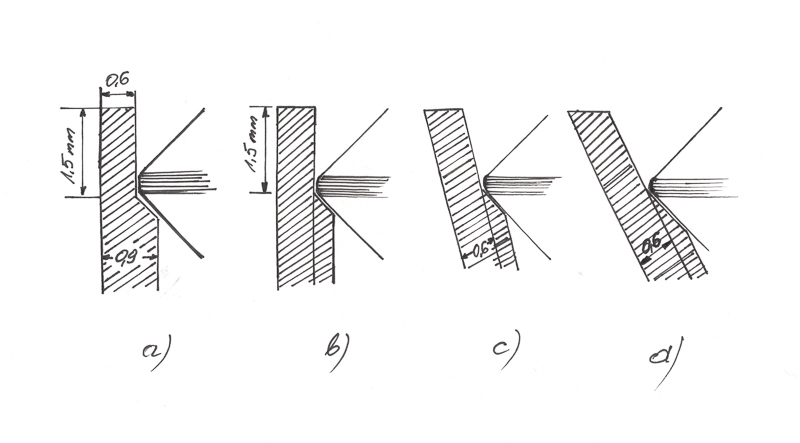
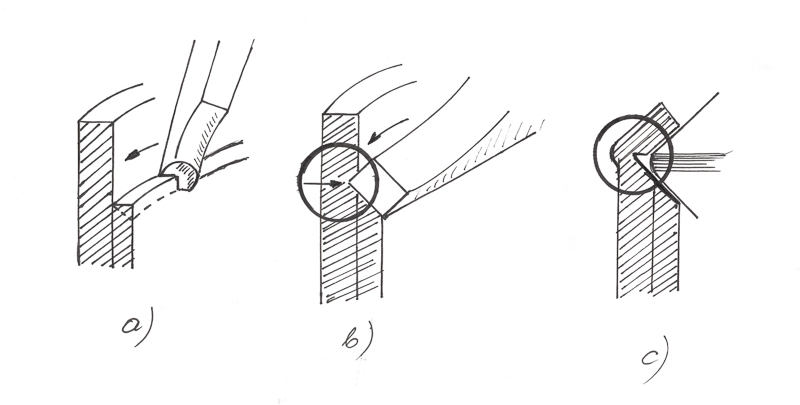
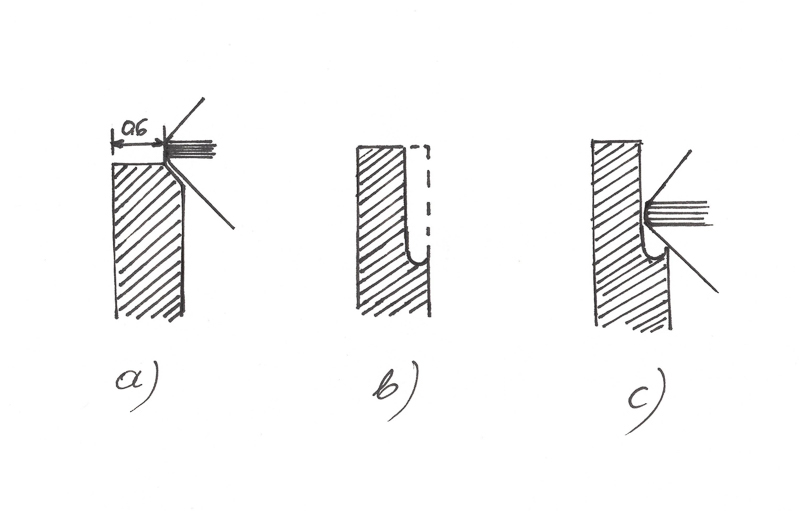
Jeśli wsparcie kamienia w oprawie nie zostało przycięte pod odpowiednim kątem, można użyć płaskiego rylca grawerskiego w następujący sposób: wsuń rylec od góry do wnętrza oprawy ustawiając pod właściwym kątem krawędź tnącą prowadząc cięcie wzdłuż wewnętrznej oprawy (Rysunek 6a). Jeśli rozmiar rylca, a co za tym idzie szerokość krawędzi tnącej rylca jest zbyt duża, może on ciąć zbyt głęboko, również w zewnętrznej części oprawy pozostawiając ostry ślad, rowek (Rysunek 6b). Jeśli do tego dojdzie stwarza to niebezpieczeństwo, że w momencie zakuwania metal może zgiąć się w tym miejscu zbyt gwałtownie, gdy zostanie dociśnięty do kamienia (Rysunek 6c) i nie pozwoli na prawidłowe, estetyczne zakucie kamienia. Próba ratowania sytuacji, poprzez zeszlifowanie powstałego na zewnątrz oprawy nieestetycznego wałeczka, może zakończyć się osłabieniem oprawy lub wręcz jej zniszczeniem. Dzieje się tak zwłaszcza w przypadku cienkościennych opraw.
W związku z powyższymi uwagami należy operację wykonać z należytą starannością i zadbać o to, aby kamień idealnie spoczywał wewnątrz oprawy.
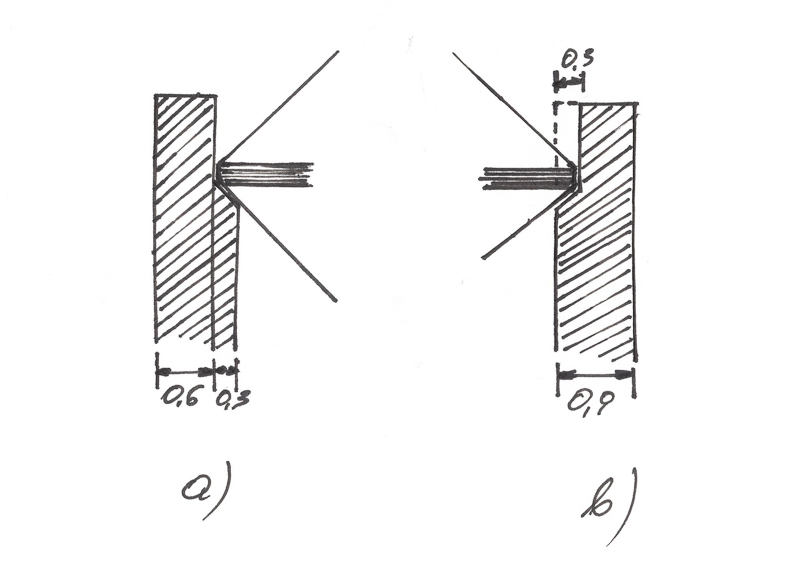
Większe trudności występują w przypadku jednolitych opraw, w których gniazdo wycinamy w całości w jednolitym materiale (łatwiej jest, gdy przygotowujemy oprawę poprzez wlutowanie obręczy o grubości 0,3mm we wnętrze obręczy o grubości 0,6mm). Żadne komplikacje nie powinny się pojawić, jeśli zadbamy o to, aby z całkowitej grubości oprawy wynoszącej 0,9 mm, na zewnętrzną, zakuwaną na kamień obręcz przeznaczyć grubość 0,6 mm (czyli 2/3), i grubość 0,3 mm (czyli 1/3) na gniazdo pod kamień (Rysunek 7a i b).
Wysokość oprawy nie może być mniejsza niż suma: wysokości pawilonu, szerokości rondysty i dodatkowo 2mm na zakucie.
Kaseta (cylinder) nie może być zbyt niska, ponieważ wystający z oprawy na dole kolet, którym zakończony jest pawilon, może ranić i sprawiać dyskomfort przyszłemu użytkownikowi/przyszłej użytkowniczce tworzonej przez nas biżuterii.
4. Kurs jubilerstwa. Oprawa pełna, kasetowa – praca z oprawą cylindryczną.
Przed osadzeniem wygładź wszelkie nierówności na górnej i dolnej krawędzi oprawy powstałe np. podczas cięcia. Najlepiej zrobić to przy użyciu kamienia polerskiego. Krawędzie cylindra powinny być idealnie płaskie i gładkie. Oprawa powinna być osadzona w smole do oprawiania w taki sposób, aby nad smołą pozostało tylko 3mm wysokości oprawy (rys. 8a).
Wewnątrz oprawy nie powinno być smoły. Przenieś kamień na pałeczce ze smołą na wierzch oprawy i ustaw go centralnie nad oprawą aby określić, ile metalu należy usunąć z wnętrza oprawy, by móc osadzić w niej kamień (Rysunek 8b, 9a).
Metal należy wyciąć pionowo na głębokość około 1,5 do 2 mm (rys. 9b). Kolejny test z kamieniem ujawni wyniki – np. kamień nadal znajduje się zbyt wysoko z powodu kształtu cięcia wewnątrz oprawy (ilustracja nr 9c). Zgodnie z wynikami testu wewnętrzna krawędź musi zostać przycięta skośnie zgodnie z kształtem i rozmiarem kamienia. Należy ją zukosować płaskim rylcem grawerskim w ten sposób dopasowując do kształtu kamienia (rys. 10a).
Górną krawędź oprawy należy następnie sfazować od zewnątrz i od wewnątrz tak, by faza zewnętrzna była grubsza niż faza wewnętrzna (rys. 10b). Na koniec kamień osadzamy i oprawiamy poprzez dociśnięcie zewnętrznej obręczy do kamienia. Ta sama procedura dotyczy oprawy stożkowej.
5. Kurs jubilerstwa. Oprawa pełna, kasetowa – zakuwanie kamienia.
Procedurę zakuwania kamienia możemy wykonać za pomocą młotka i puncy. Możemy też skorzystać z elektronarzędzia do zakuwania maszynowego.
A) Zakuwanie kamienia – metoda 1. Użycie młotka i puncy.
Puncę umieszczamy na krawędzi oprawy w takiej pozycji, aby uderzenia młotka w puncę przesuwały metal w kierunku kamienia. Przy użyciu tej metody nie powinno być żadnych komplikacji pod warunkiem, że metal nie jest zbyt gruby lub zbyt twardy i sprężysty.
Błędy podczas zakuwania powodują, że wokół górnej krawędzi oprawy, która nie jest starannie wygięta, często powstaje tzw. „oponka” (rys. 6c).
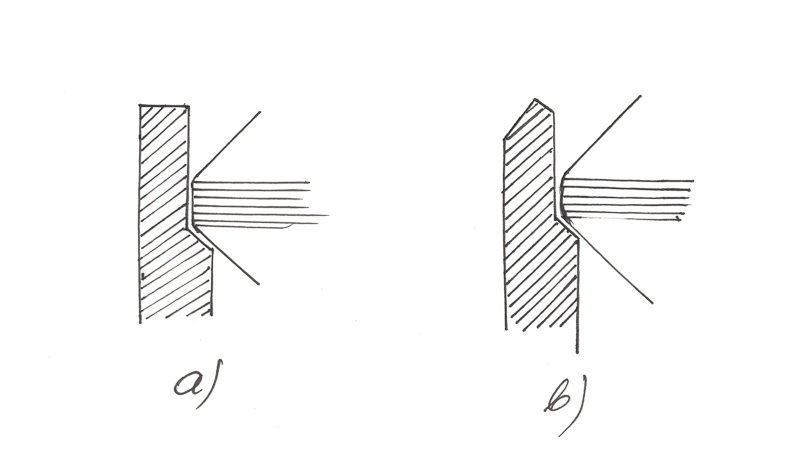
Istnieje pewne ryzyko, że po zakuciu (zwłaszcza jeśli grubość metalu jest niewielka, wręcz znikoma), niezbyt schludne obrzeże wokół kamienia często musi pozostać zaakceptowane przez złotnika w takim, a nie innym stanie. W przypadku użycia grubszego lub bardziej sprężystego metalu problemy stają się znacznie poważniejsze. Metal nie będzie odpowiednio przylegał do kamienia, a jeśli przesadzimy z próbą doginania obręczy, wówczas metal na skutek powstałych naprężeń może nawet pęknąć. Proces nie polega więc na przesuwaniu metalu po kamieniu, ale na jego ściskaniu, dociskaniu do kamienia. Jeśli praca zostanie wykonana prawidłowo, metal powinien gładko przesunąć się w stronę powierzchni kamienia, pozostawiając czystą krawędź (rys. 11a). Należy przy tym unikać pustych przestrzeni między kamieniem a metalem (rys. 11b).
W konwencjonalnej metodzie należy używać puncyn z prostokątnymi podstawami. Podstawa puncy powinna przesuwać się płasko po metalu (rys. 12a-b). Metal powinien być zatem dociskany do kamienia sekcja, po sekcji, przy czym każda sekcja powinna być wielkości podstawy puncy.
Druga metoda wykorzystuje puncę z podstawą o innym kształcie, jak pokazano na rysunku nr 13a. Końcówka puncy musi być hartowana.
Zakuwanie kamienia – przygotowanie i hartowanie puncy.
Końcówkę hartujemy w następujący sposób: smarujemy zwykłym mydłem, po czym podgrzewamy do wiśniowo-czerwonego koloru, a następnie błyskawicznie schładzamy zanurzając w zimnej wodzie. Mydło odklei się od puncy, która uzyska jasnoszary kolor i będzie doskonale utwardzony (nie wymaga żadnej dalszej obróbki). Krawędź 1 puncy powinna pozostać ostra; krawędzie 2 i 3 mogą być wygładzone, ale podstawa nie powinna być polerowana. Najbardziej odpowiedni kształt i średni rozmiar pokazano na rysunku nr 13b. Długość puncy powinna wynosić w zakresie 120mm-130mm. Można ją wykonać ze stalowego pręta o kwadratowym przekroju i bokach o długości 4mm.
Procedura:
Drewniany kołeczek pokryty od góry smołą, w której osadzona jest nasza oprawa, należy stabilnie zamocować w kuli grawerskiej. Sposób, w jaki można to zrobić omówiliśmy w poprzedniej części. Nasuwanie obręczy oprawy na kamień wykonujemy krawędzią 1 puncy, którą utrzymujemy podczas pracy w następującej pozycji:
1. Punca powinna być trzymana w lewej ręce jak podczas zakuwania cargi. Tym razem mały palec spoczywa mocno na pokrytym smołą kołeczku, zapewniając odpowiednie podparcie dla dłoni i puncy. Kciuk naciska na puncę z jednej strony, a trzy palce z drugiej, dzięki czemu punca może poruszać się stabilnie wzdłuż metalu.
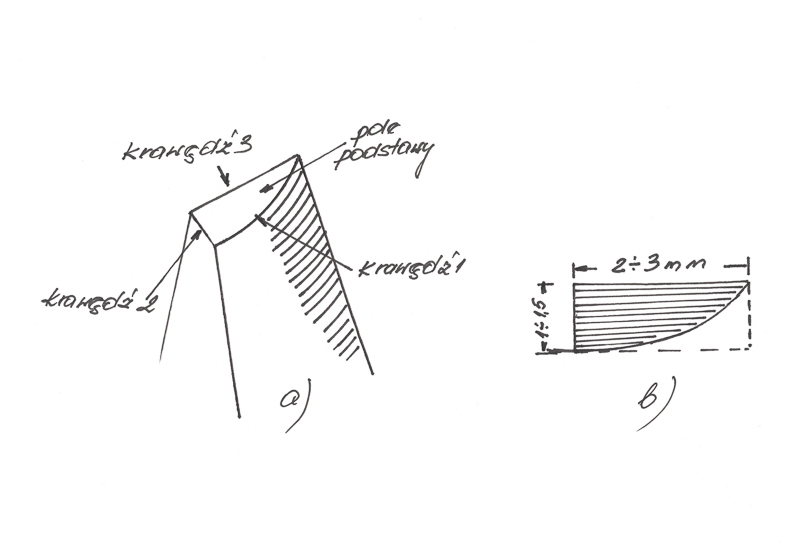
2. Krawędź 3 stempla jest skierowana w stronę kamienia, położona jest równolegle do wewnętrznej krawędzi oprawy (rys. 14).
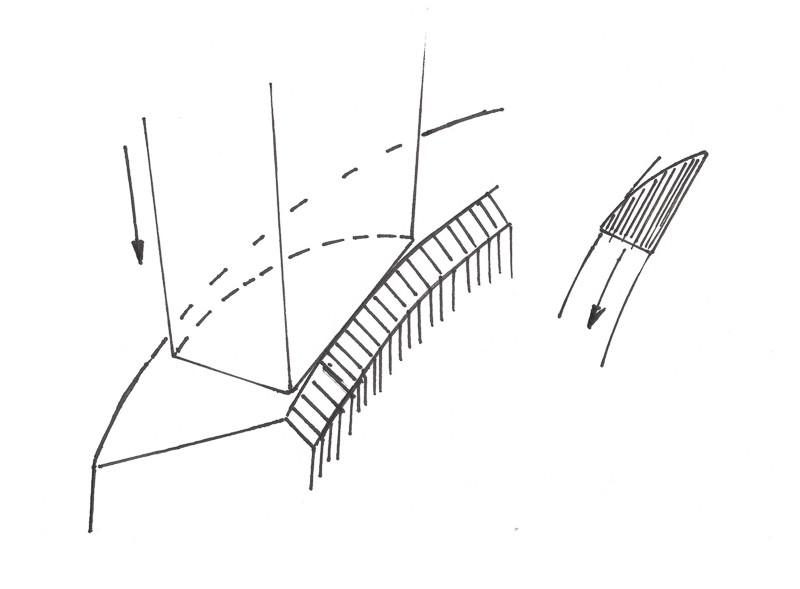
Kąt stempla jest lekko nachylony na zewnątrz i do przodu, z dala od korpusu. Tylko część krawędzi 1 spoczywa na metalu. Oprawiający uderza teraz mocnymi, szybkimi uderzeniami w puncę. W tym samym czasie punca powinna powoli przesuwać się wzdłuż obręczy w kierunku wskazanym strzałką na rys. 14. Proces roboczy pozostawia szereg małych wąskich śladów na obręczy pod kątem 45do kierunku konturu. W ten sposób materiał obręczy jest stopniowo dociskany do kamienia.
Po tym, jak punca okrąży oprawę, a metal zostanie zaciśnięty, ślady pozostawione przez puncę należy wygładzić wąską krawędzią płaskiego pilnika.
B) Zakuwanie kamienia – metoda 2. Wykorzystanie środków mechanicznych.
Sprzęt używany do zakuwania mechanicznego składa się z silnika jubilerskiego z giętkim wałkiem i napędem nożnym, pozwalającym na płynne regulowanie prędkości pracy oraz nasadki młotka udarowego z końcówkami zakuwającymi.
Jeśli nie dysponujecie silnikiem jubilerskim, można użyć zwykłego silnika (np. szlifierki) pod warunkiem, że jest on wyposażony w regulator prędkości i mocowanie wałka giętkiego.
Silniki elektryczne powinny pracować podczas zakuwania zazwyczaj z dwiema standardowymi prędkościami – 2800 obr./min i 1400 obr./min. Złotnicy, którzy preferują wyższą prędkość twierdzą, że jej stosowanie powoduje znacznie szybsze uderzenia młotkiem, a tym samym bardziej satysfakcjonujące wykończenie ich pracy. Z drugiej strony ci, którzy preferują mniejszą prędkość twierdzą, że przy jej stosowaniu pojedyncze uderzenia są mocniejsze, a przy stosowaniu większych prędkości uchwyt staje się zbyt gorący.
Istnieje kilka różnych konstrukcji jubilerskich młotków udarowych, które różnią się w zależności od producenta/modelu. Młotek udarowy działa w taki sposób, że ruch obrotowy wału jest przekształcany w ruch posuwisto-zwrotny końcówki młotka udarowego. Ogólnie rzecz biorąc, konstrukcja młotka może działać w oparciu o sprężynę, która zapewnia pchanie końcówki zakuwającej ze zmienną siłą.
Najlepsze wyniki uzyskuje się gdy prędkość wału i ruch pchający są prawidłowo skoordynowane. Dzieje się tak przy prędkości 1400 obr./min. Jeśli prędkość jest większa, występuje większe tarcie skutkujące wzrostem temperatury wszystkich ruchomych części młotka. Dzięki wzrostowi temperatury spada gęstość smaru wewnątrz rękojeści i ruchome części narzędzia ulegają znacznie szybszemu zużyciu. Jeśli prędkość jest zbyt wysoka, wówczas sprężyna nie zostaje odpowiednio ściskana, przez co młotek nie wykonuje pełnego uderzenia.
Kamienie zwykle oprawia się ręcznie, jednak gdy metal jest sprężysty, lepszym rozwiązaniem może być użycie młotka udarowego. Siłę uderzeń młotka należy właściwie dostosować, jednak przy odpowiednich umiejętnościach i właściwym typie końcówki zakuwającej (tj. o wysoce wypolerowanej podstawie z wygładzonymi krawędziami) praca nie będzie wymagała późniejszych korekt.
Niestety dobrych wyników nie uzyska się w przypadku użycia zbyt grubego metalu, a jeszcze gorsze wyniki mogą wystąpić w przypadku użycia twardego lub kruchego metalu. Niemniej jednak osoby, które mają niewielkie doświadczenie z elektronarzędziami z oprawieniem kamieni o szlifie baguettes (prostokątnym) powinny osiągać dobre wyniki wykorzystując silnik z końcówką młotka udarowego.
Wskazane jest, aby spróbować nasunąć metal nad kamień w pierwszej rundzie procesu obróbki. Jeśli trzeba wykonać dwie lub więcej rund, istnieje niebezpieczeństwo, że metal stwardnieje i straci swoją plastyczność. Metal może nawet pęknąć, co jest pewnym znakiem, że został przepracowany.
Uwagi na zakończenie.
Oprawa kamieni o szlifie kwadratowym (schodkowym, gwiazda lub princess) i baguettes (schodkowym, princess).
Szczegółowy opis wykonania opraw w kształcie sześcianu / prostopadłościanu znajdziecie w III tomie cyklu „Kurs jubilerstwa” – „Techniki zdobienia metalu”.
UDANEJ ZABAWY!!!
Ilona Duszak / Studio Ilona-Art
Leave A Comment